
Parts of a perfume bottle include the base, the neck, the collar, the pump, the nozzle, and the decorative cap. None of these is made randomly.
If you’re developing a high-end fragrance, you need to understand the engineering logic behind each component. Why should the base be thick? How tight should the neck tolerance be so that nothing leaks? What pump dosage gives you that premium spray feel?
This guide walks you through these five core parts. It gives you an engineering perspective on what truly makes high-end packaging.

Bottle Base — Preventing Cracks on High-Speed Filling Lines
The base of a perfume bottle isn’t just the part that sits on a shelf. It holds the entire weight of the bottle. And it has to take the pounding from high-speed filling lines. If the base design or manufacturing has any flaw, the bottle can crack right there on the line. That means the whole line stops. Perfume spills everywhere. And you have to clean all the equipment.

Thickness standards
How thick should a perfume bottle base be?
No one universal measurement exists which applies to all situations. The fundamental guideline states that a thicker base provides increased safety and stability to a bottle. Most thick base perfume bottles have bottom glass between 5 and 10 millimeters thick. Compare that to the side walls, which are usually only 2 to 4 millimeters. Why the difference? Because the base touches the conveyor belt, the shelf, and your customer’s hand all the time. Too thin, and a small bump can crack it.
There’s also an unexpected benefit. A thick base gives you that visual sense of quality. Pick up a bottle with a heavy, thick bottom. Feels good, right? You automatically think, “This is a quality product.” That’s technology serving the brand.
Annealing temperature profile
When a glass bottle comes out of the mold, it’s got a lot of stress built up inside. Like your legs after a 100‑meter sprint. Everything’s tight. If you don’t release that tension, one little knock and it cramps up.
This is where the annealing process becomes vital. To fully understand how we manage these thermal stresses, you can read our detailed guide on the glass bottle manufacturing process. In short, you need to heat the bottle until it reaches a temperature between 550 and 600 degrees Celsius. The bottle must undergo a cooling process that lasts from 60 to 90 minutes. That way the stress has time to ease out. A runner uses multiple laps for his cooldown process instead of resting immediately after his race.
The bottle will break at the filling line if you either skip this step or perform it incorrectly. A tiny temperature change or a small vibration is all it takes. And we’re not talking about a little crack. It’ll blow apart completely.
Internal stress verification
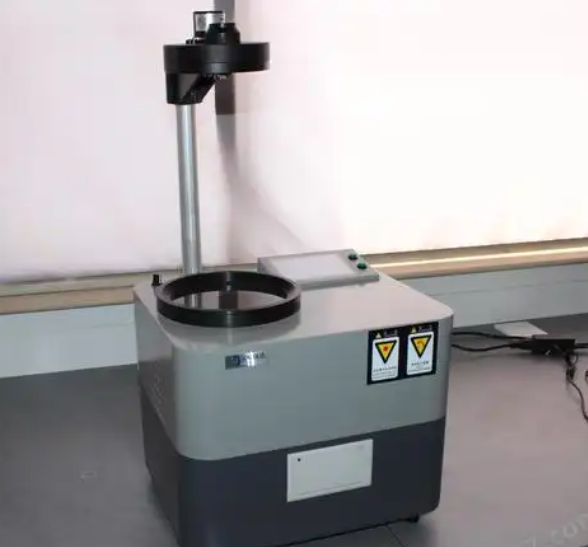
You can’t tell if annealing was done right just by looking at the bottle. You need a device called a polariscope. It uses polarized light to spot stress inside the glass. Like an X‑ray for seeing if a bone is cracked.
Place the bottle under the polariscope. If annealing was perfect, you’ll see smooth, even colored stripes. If there’s a spot where stress is concentrated, it glows bright white. That means the annealing didn’t do its job.
Industry standard says internal stress should be no more than 100 nm/cm (nanometers per centimeter, a measure of stress intensity). Reliable manufacturers keep it even tighter, often below 85 nm/cm. And they test every batch before it leaves the factory.
Neck & Collar — Stopping Leaks During International Shipping
The neck is the narrow part at the top of the bottle. The collar is the metal or plastic piece that goes around the outside of the neck. If those two parts don’t fit well, your perfume is going to leak out during shipping. Picture this. You ship 30 containers across the ocean for 40 days. Then you open them up, and ten percent of the boxes are completely soaked. The cost? Huge.
Understanding the FEA standard
Perfume bottle neck diameters aren’t picked at random. The industry has a set of standard sizes. The most common ones are 15mm and 18mm. These dimensions are closely tied to the overall capacity of the container. If you are still deciding on the volume of your packaging, it’s helpful to review the common perfume bottle sizes used in the market. These standards come from FEA, the European Aerosol Federation – the group that sets spray packaging dimensions.
You know how your phone has a USB‑C port? Same idea here. Stick with the standard size, and almost every pump and cap on the market will fit. Go non‑standard, and you’ll need fully custom pumps, caps, even crimping fixtures on the filling line. That doubles your cost and your timeline. So for most brands, starting with 15mm or 18mm is the smartest move.
ISO 12818:2013 specifications
Even when you select the correct size, two bottles will always differ from each other. The actual inquiry which needs to be addressed is what constitutes a permissible variation.
ISO 12818:2013 – that’s a global standard for cosmetic glass bottles. It sets the allowed tolerances for key dimensions like neck outer diameter, height, and verticality. Take neck diameter, for example. So what does the standard say? Plus or minus 0.15 to 0.30 millimeters.
Tolerance? It’s just how much wiggle room you’ve got from one bottle to the next. Grab two Lego bricks. Snap them together. The tighter the fit, the better. Same idea here. If the neck is 0.3mm too big, the pump won’t go in at all. Too small by 0.3mm? Then the seal is loose, and it’ll leak during shipping. Top manufacturers hold neck diameter tolerance to ±0.15mm – even stricter than the ISO standard’s upper limit.
Collar material selection: Zinc alloy vs. Aluminum vs. Surlyn for durability and aesthetics
The collar is that ring outside the neck. It never touches the perfume. But it’s a detail your customer will feel, even if they don’t see it. You’ve got three common materials.
Zinc alloy (Zamak). High specific gravity – about 6.5 to 7.0. It feels heavy and solid in your hand. You can make all sorts of complex shapes with it, and plate it gold, silver, or brushed. Most expensive, sure. But it screams luxury.
Aluminum. Specific gravity around 2.7. It’s light, rust‑proof, and feels clean and modern. Great for minimalist or unisex brands. Mid‑range cost.
Surlyn. It’s an ionomer plastic. Feels warm and soft – not cold, not hard. Comes in lots of colors and resists scratches. Lower cost, good for younger brands or entry‑level lines.
So which one fits your brand? Think about the feeling you want to send. Heavy means premium. Light means modern. Warm means approachable.
Pump & Nozzle — Calibrating the Perfect Spray Experience
The pump and nozzle – those are the parts people actually touch. That one press decides everything. Do they get a fine, delicate mist? Or rough, sloppy drops? And honestly, that’s what makes or breaks the whole experience.
Dosage calibration
So, dosage. It’s how much liquid comes out every time you hit the pump. Measured in microliters (μL). Think of an espresso machine – the water it gives you decides if you get a nice strong shot or a big weak mug of Americano.
Here’s what’s recommended for different fragrance types:
Perfume Extract: 50–70 μL – super fine mist. Just a tiny bit per spray.
Eau de Parfum: 80–120 μL – fine mist. That’s your standard experience.
Eau de Toilette: 120–150 μL – medium mist. Covers a wider area.
Eau de Cologne: 150–200 μL – closer to a stream. Good for body sprays.
Pick the wrong dosage, and you’ll hear about it. Too little, and people pump three times and still smell nothing. Too much, and they end up with wet clothes instead of a delicate fragrance wrap. Details like these make or break your reputation.
Crimping parameters
The pump isn’t screwed onto the neck. It’s attached by crimping. So a machine squeezes that metal skirt tight against the glass. Kind of like using pliers to seal a bottle cap.
Push too weak? The pump gets loose. And then it leaks. If it’s too high, the glass neck can crack. The industry standard range is 200 to 400 Newtons (N). Professional manufacturers use precisely controlled crimping equipment and follow CETIE guidelines – that’s the International Packaging Technology Center. That way every pump is tight, but not cracked.
Nozzle orifice and spray pattern
The tiny hole in the nozzle – that’s called the orifice. It decides if you get a fine mist or a stream. Like a shower head: smaller holes, finer water.
0.3 to 0.5mm orifice: fine mist. Perfect for perfume and eau de parfum.
0.6 to 1.0mm orifice: stream or coarse drops. Good for gels or body sprays.
So if you want that “Italian morning mist” kind of feel, go small. If you just need a functional spray – like for bug repellent – the larger one is fine. For a perfume brand? You obviously want the first one.
Decorative Cap — Delivering a Luxury Feel in Hand
The decorative cap is the first thing people see. The first thing they touch. It doesn’t seal the bottle. It doesn’t spray anything. But it does something maybe more important: it shapes that first impression. When someone picks up the bottle, does it feel expensive? Does it feel worth the money?
Zinc alloy die-casting
Specific gravity. It’s just a way to measure how heavy a material feels compared to water. Water has a specific gravity of 1. A sheet of paper? About 0.8. Steel is around 7.8. Now think about holding real gold – specific gravity 19.3 – versus a piece of plastic – about 1. Big difference, right?
Zinc alloy (Zamak) has a specific gravity of 6.5 to 7.0. That’s more than twice as heavy as aluminum (2.7) and about six times heavier than ABS plastic (1.0 to 1.1). So when you pick up a Zamak cap, it feels heavy. Solid. And that heaviness sends a signal straight to your brain: “This is valuable. This is good quality.”
Zinc caps are usually made by die casting. That means molten metal is injected into a mold to get really fine details – like logos and patterns.
Material comparison guide
| Material | Specific Gravity | Feel in hand | Cost | Best for |
| Zinc alloy (Zamak) | 6.5–7.0 | Heavy, solid, premium | High | High-end perfumes, luxury brands |
| Brass | 8.4–8.7 | Very heavy, classic feel | Very high | Limited editions, collector’s items |
| Aluminum | 2.7 | Light, clean, modern | Medium | Unisex, minimalist brands |
| ABS plastic | 1.0–1.1 | Light, feels a bit cheap | Low | Entry-level, mass market |




So when you choose a cap, it’s all about trade‑offs. High budget? Go with zinc alloy. Medium budget? Aluminum. Low budget? ABS. Save brass for those super premium, super limited runs.
Surface finishing techniques
The same zinc alloy cap can look completely different depending on how you finish the surface. Like two completely different price tiers.
Electroplating? You just dip the cap in a metal solution, hit it with electricity, and bam – mirror shine. Gold, silver, bronze, chrome. It’s like taking a cheap plastic toy and giving it a gold coat. Suddenly it looks fancy as hell. Suddenly it looks expensive.
PVD (Physical Vapor Deposition) – here, they vaporize metal atoms and blast them onto the cap in a vacuum. This stuff lasts way longer than electroplating. The color stays. Plus you can get cool shades like rose gold, gun black, or champagne gold.
Brushing. A sanding belt creates fine, even lines across the surface. This gives a matte, understated metal look. Low key and classy.
Aging or Matte. Chemical or mechanical processes create a vintage, frosted effect. Great for artistic or niche brands.
A professional manufacturer can do all of these finishes. And they can provide you with color samples for approval.
Working with a Precision Manufacturer — Bringing Your Parts Together
We’ve covered four areas: the base, the neck and collar, the pump and nozzle, and the decorative cap. Each one has its own technical demands. The one that takes all these parts, makes them right, and puts them together into a finished product? That’s a precision manufacturer. What should one seek in a reliable partner? What makes them good at their job?
Mold cavity design
The mold cavity. That’s the empty space inside the mold where molten glass flows to shape the bottle. Think of it like a high precision baking pan. The cavity’s shape decides the bottle’s form. But more importantly, it decides how even the wall thickness is.
If the wall thickness isn’t uniform, you get problems. Thin spots break easily. Thick spots cool slowly and build up stress. That’s especially tricky for square, faceted, or unusual shapes. They’re way harder to design than round bottles.
An experienced manufacturer will have high precision CNC machines. They can hold the mold cavity tolerance to plus or minus 0.05mm. That keeps wall thickness variation to an absolute minimum for every single bottle.
Blow-and-blow vs. press-and-blow
There are two main ways to shape glass bottles.
Blow and blow. First, compressed air blows the molten glass into a rough shape. Then it gets blown again into the final form. This one’s for small mouth bottles. And that’s what most perfume bottles use.
Press and blow. Here, a metal plunger presses the glass into a basic shape first, then it’s blown to finish. This works better for wide mouth containers – think cream jars or lotion bottles.
For perfume bottles, blow and blow is the go to. But it’s not about which method is “better”. It’s about which one fits your neck design. A good manufacturer looks at your drawing and picks the right process. Simple as that.
Quality assurance protocols
Good quality control isn’t something you just do at the end. It runs through the whole process.
- Inline automatic inspection. High speed cameras check every bottle for cracks, bubbles, or dirt. Any bad bottle gets kicked out immediately.
- Dimensional sampling. They use calipers and video measuring machines to check key dimensions on samples from each batch – things like neck diameter, height, and wall thickness.
- Annealing stress sampling. A polariscope checks internal stress to make sure it meets industry standards.
- Leak testing. They use a vacuum decay method – pull a vacuum and watch for pressure changes – to verify the seal between the pump and the neck.
- Final pre shipment sampling. They follow AQL standards (Acceptable Quality Limit). Only batches that pass every test get shipped.
A reliable precision manufacturer will have a complete written procedure for each of these steps. And they’ll give you the inspection reports.
Conclusion
From the base to the cap, every part of a high end perfume bottle has its own engineering logic. A thick base and proper annealing? That’s how you avoid cracks. Tight neck tolerances and the right collar material? No leaks. The pump’s dosage has to match the fragrance type, and crimping needs to be precise – that’s what gives you that premium spray feel. And the cap’s specific gravity and finish? They should line up with your brand positioning. That’s what makes someone pick up the bottle and instantly think, “Yeah, this is worth the price.”
Now, turning all those parts from a design into a real product takes a manufacturing partner who actually knows their craft. That’s where Hengjing Glass comes in. We’ve been deep in glass perfume bottle manufacturing for years. We have our own in house mold shop, a full quality control system, and experience working with global brands. We don’t just produce bottles. We help turn your engineering specs into products you can deliver. Every step, from mold to shipment, is transparent and under control.
If you’re developing a high end fragrance and need a glass bottle supplier you can trust, bring us your design, your budget, and your timeline. Let’s talk.
FAQ
Q1: What is the typical MOQ for custom perfume bottles?
A: MOQ stands for Minimum Order Quantity. And honestly, it really comes down to how custom you want to go. If you pick a stock bottle – meaning no new mold – you’re looking at an MOQ as low as 3,000 to 5,000 pieces. But for a fully custom bottle with a brand new mold? You’re usually talking 10,000 to 20,000 pieces. Here’s why: the tooling cost has to be spread across the whole run. So the bigger your order, the lower the per‑bottle price. Makes sense, right?Best advice? Talk to a few suppliers and get quotes based on your actual design and budget.
Q2: Can I get free samples before placing a bulk order?
A: Honestly? Truly free samples are pretty rare in B2B. Every custom sample needs material, labor, and machine time. Most reputable manufacturers charge a small sampling fee – usually somewhere between $50 and $200. But here’s the good part: that fee is usually fully refundable when you place a bulk order. The industry calls this “sample fee refundable upon bulk order.” Just make sure you double check the refund terms with your supplier before you pay.
Q3: How long does custom mold development take?
A: So, how long does mold development take? It really depends on how tricky your bottle shape is. Simple ones, like round or oval? You’re looking at about 15 to 20 days. For complex shapes – think multi‑faceted, irregular, or organic curves – it can take 30 to 45 days. And that timeline includes design review, cavity machining, sample making, dimension checks, and any necessary adjustments. A good rule of thumb? Start your custom bottle project at least 4 to 6 months ahead of your launch. That way you’ve got plenty of time to finish the mold and get samples approved, no last-minute rush.
Q4: What do you call a bottle that holds perfume?
A: The fancy word is flacon. It’s French. Usually refers to a nicely designed or decorative bottle. But in everyday English? Just say “perfume bottle.” That works perfectly fine. You’ll mostly see flacon in high‑end brand marketing or collector circles.
Q5: What are the components of a spray bottle?
A: The main parts are: the pump (gives pressure), the valve (actually two valves – one lets liquid go from the bottle into the pump, the other from the pump to the nozzle), the dip tube (sucks liquid up from the bottom), and the nozzle or actuator (controls the spray direction and how fine the mist is). If any of these parts are off – say the valve spring force or the dip tube inner diameter – the dosage and spray quality will suffer. So when you’re choosing a supplier, ask if they can provide the whole pump system and help match everything together.